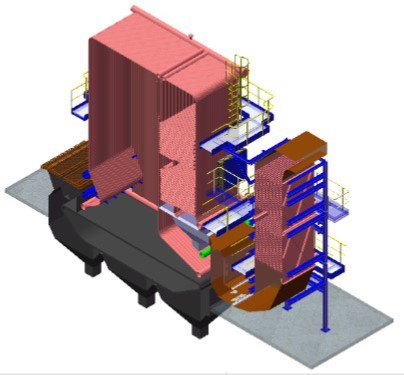
SNCR NOx reduction system Fabryka Kotłów SEFAKO S.A. provides an SNCR (Selective Non-Catalytic Reduction) system for the treatment of NOx. The SNCR process is applied in grate fired boilers, pulverized fuel boilers, and fluidized bed boilers fed with hard coal, biomass, or municipal waste.
SEFAKO S.A. can deliver an end-to-end turn-key SNCR, as per the customer’s specifications.
SEFAKO boasts commercial projects references for primary NOx reduction systems and secondary flue gas NOx reduction systems with urea injection (SNCR).
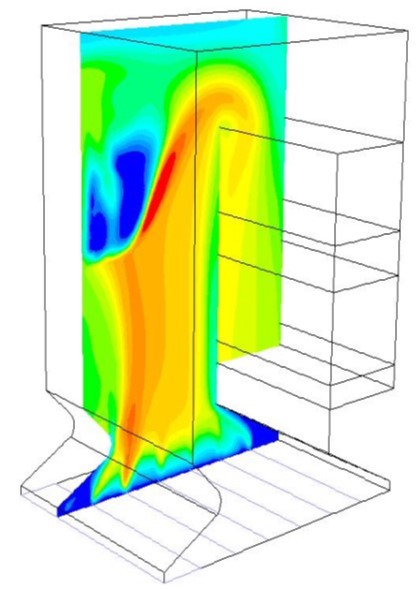
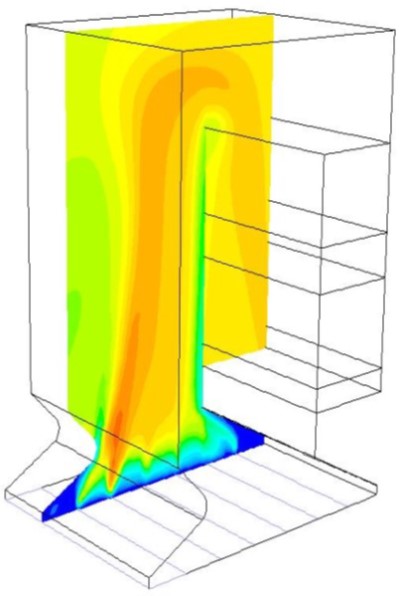
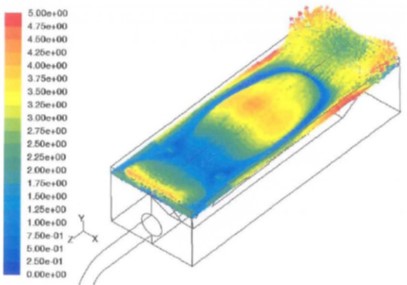
Our SNCR system has been designed by CFD simulation and engineering calculations, followed by numerous test and optimization runs on a test bed with Type WR25 and WR40 water tube grate fired industrial boilers.
Operating principle of the SNCR system
The SNCR system reduces flue gas NOx by injecting a water solution of urea at a low concentration to the grate fired boiler furnace chamber within a temperature range of 900 to 1,080˚C; this reduces the NOx emission levels below 200 mg/m3n.
The urea solution injectors are air spray nozzles that provide good mixing with the flue gas stream. The spray air is supplied by an on-site compressed air system from the boiler house or by a dedicated compressor included with the SNCR system package.



Guaranteed NOx and NH3 airborne emission levels in flue gas from a boiler at 60÷100% of efficiency
Mean 24h NOx emission level: 200 mg/ m3 n / dry FG, 6% O2/
Mean hour NOx emission level: 220 mg/ m3 n / dry FG, 6% O2/
NH3 < 30 mg/m3 n / dry FG, 6% O2/
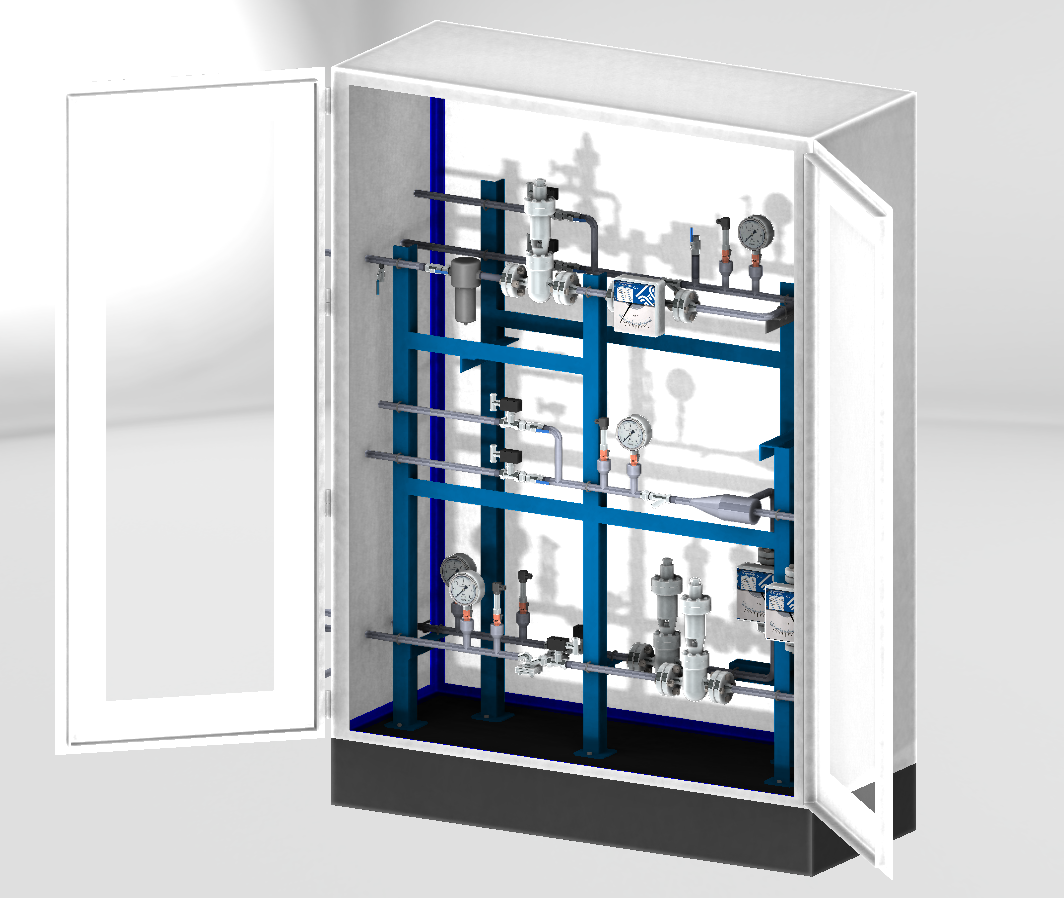
SNCR system components:
- processing urea solution warehouse management system
- urea solution pumps
- urea spray compressed air system
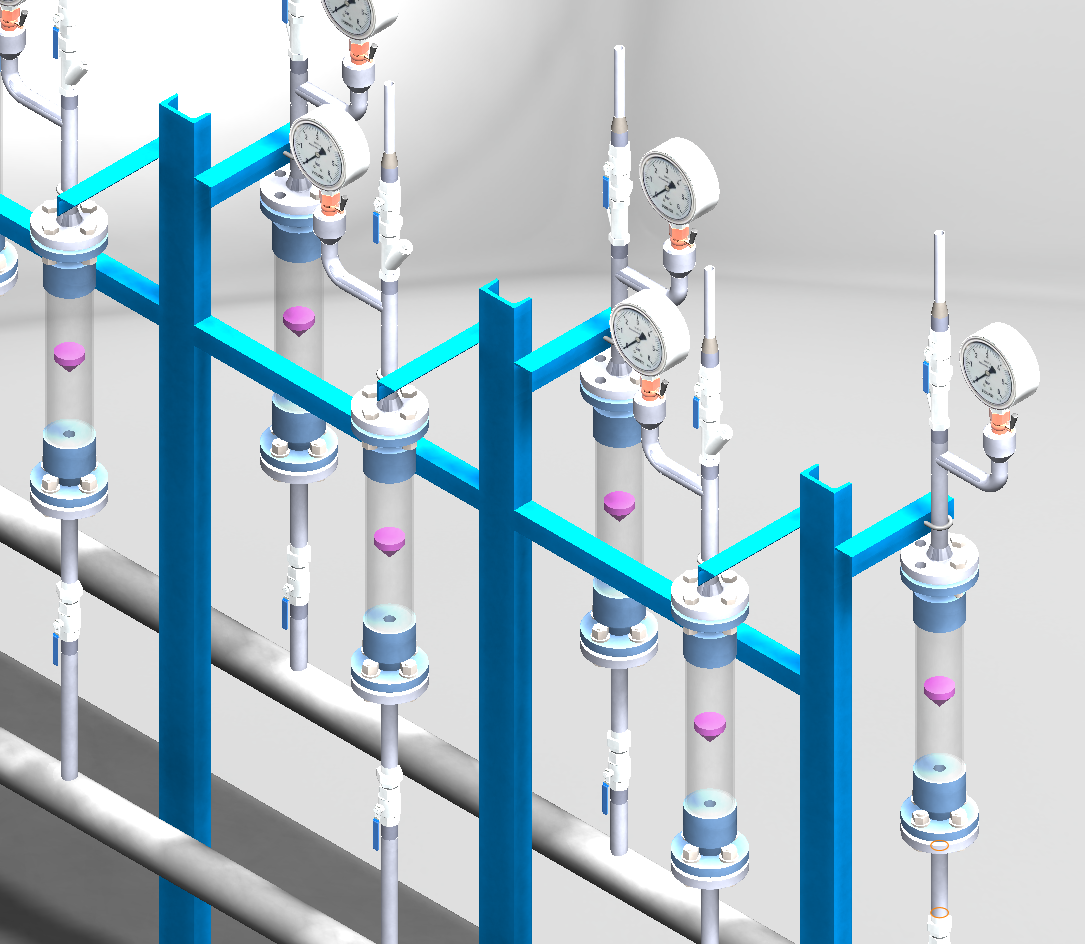
- urea solution distribution plant
- compressed air distribution plant
- urea solution injection nozzles
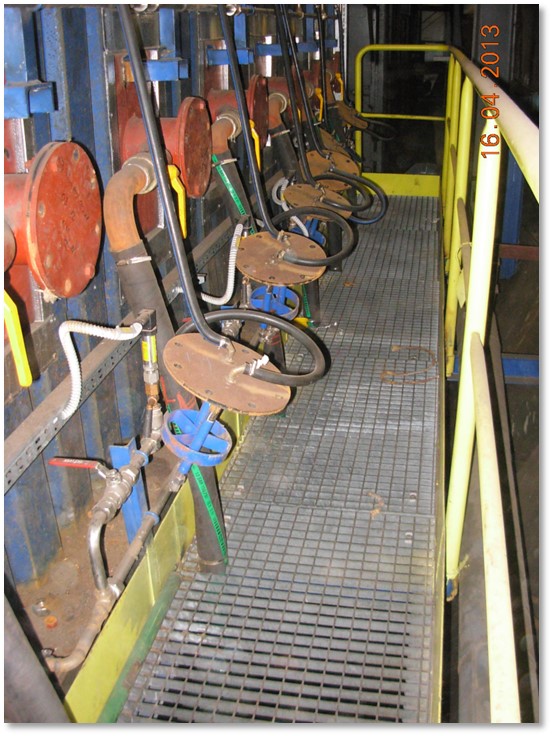
- injection lances in cooling jackets
- injection lance mounts on boiler side
- waste water plant
- SNCR electrical systems and control and instrumentation
SNCR advantages:
- Meets the future BAT requirements
- Compatible for installation in all legacy grate fired boilers, pulverized fuel boilers, and fluidized bed boilers
- Guaranteed NOx reduction below 200 mg/m3n across the total permissible boiler load range
Fabryka Kotłów SEFAKO S.A. provides an SNCR (Selective Non-Catalytic Reduction) system for the treatment of NOx. The SNCR process is applied in grate fired boilers, pulverized fuel boilers, and fluidized bed boilers fed with hard coal, biomass, or municipal waste.
SEFAKO S.A. can deliver an end-to-end turn-key SNCR, as per the customer’s specifications.
SEFAKO boasts commercial projects references for primary NOx reduction systems and secondary flue gas NOx reduction systems with urea injection (SNCR).
Our SNCR system has been designed by CFD simulation and engineering calculations, followed by numerous test and optimization runs on a test bed with Type WR25 and WR40 water tube grate fired industrial boilers.
Operating principle of the SNCR system
The SNCR system reduces flue gas NOx by injecting a water solution of urea at a low concentration to the grate fired boiler furnace chamber within a temperature range of 900 to 1,080˚C; this reduces the NOx emission levels below 200 mg/m3n.
The urea solution injectors are air spray nozzles that provide good mixing with the flue gas stream. The spray air is supplied by an on-site compressed air system from the boiler house or by a dedicated compressor included with the SNCR system package.
Guaranteed NOx and NH3 airborne emission levels in flue gas from a boiler at 60÷100% of efficiency
Mean 24h NOx emission level: 200 mg/ m3 n / dry FG, 6% O2/
Mean hour NOx emission level: 220 mg/ m3 n / dry FG, 6% O2/
NH3 < 30 mg/m3 n / dry FG, 6% O2/
SNCR system components:
- processing urea solution warehouse management system
- urea solution pumps
- urea spray compressed air system
- urea solution distribution plant
- compressed air distribution plant
- urea solution injection nozzles
- injection lances in cooling jackets
- injection lance mounts on boiler side
- waste water plant
- SNCR electrical systems and control and instrumentation
SNCR advantages:
- Meets the future BAT requirements
- Compatible for installation in all legacy grate fired boilers, pulverized fuel boilers, and fluidized bed boilers
- Guaranteed NOx reduction below 200 mg/m3n across the total permissible boiler load range
