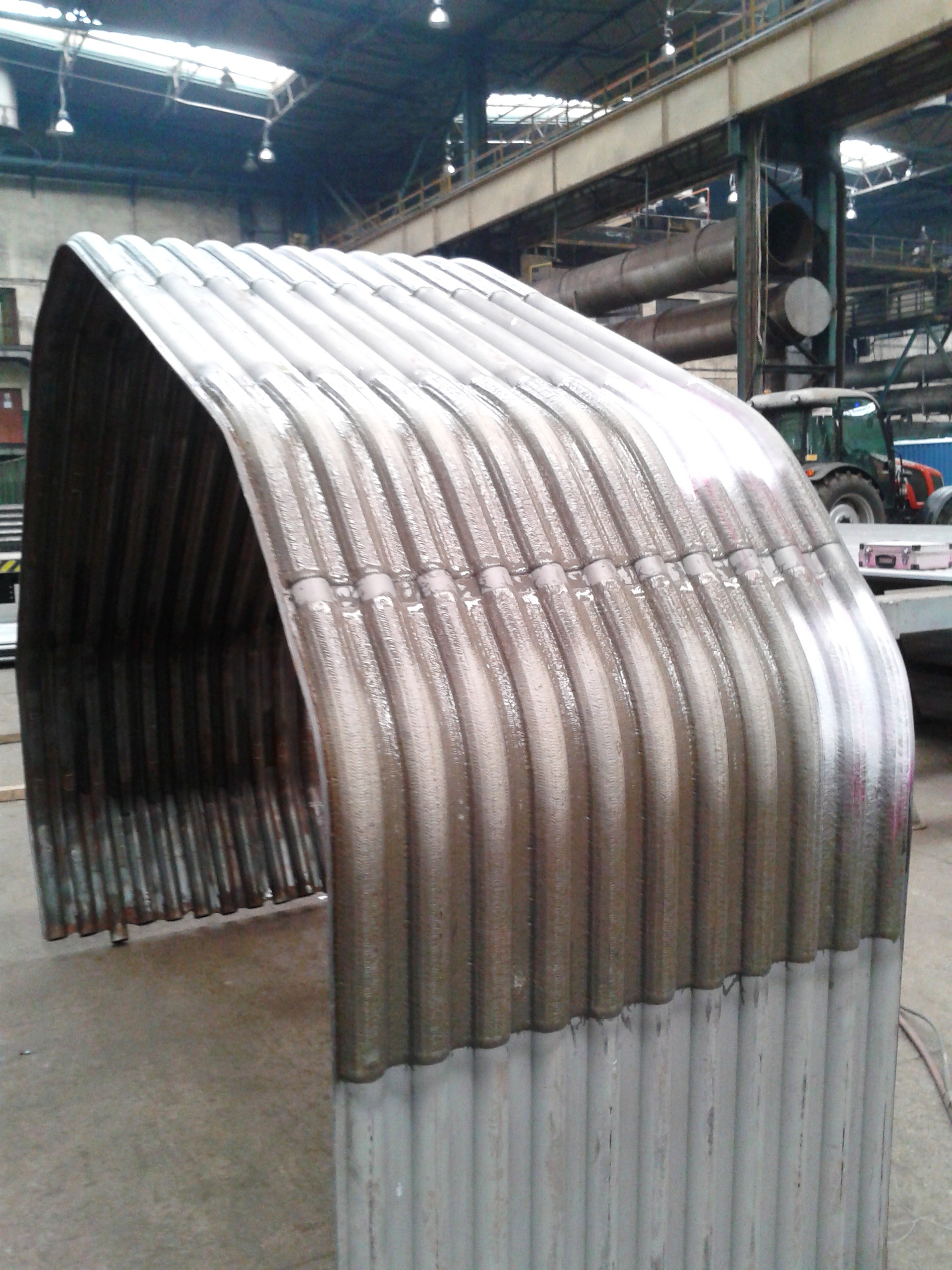
Powłoki ochronne Od 2011 r. w SEFAKO zrealizowano 8 dużych projektów nowych instalacji kotłowych do utylizacji odpadów, gdzie zastosowano zabezpieczenie powierzchni poprzez napawanie stopem niklowo-chromowo-molibdenowym (typu: Inconel625), celem ochrony antykorozyjnej. Dodatkowo poszerzono ofertę o nowe warstwy tj. G4, 309, 310, Inconel686 celem zwiększenia możliwości dostosowania produktu do rosnących oczekiwań klientów. Obecnie Spółka oferuje także wykonanie nowych elementów remontowych z możliwością montażu u klienta. Stale poszerzająca się oferta technologiczna SEFAKO zapewnia możliwość dostosowania produktu do potrzeb klienta.
Najczęściej stosowane materiały spawalnicze (powłokotwórcze)
- Inconel 625 - NiCr22Mo9Nb (2.4831),
- Inconel 686 - NiCr21Mo16W (2.4606),
- 309 - X12CrNi23-13 (1.4332),
- 310 - X8CrNi25-21(1.4845),
- G4 - MSG 3-GZ-40-T
*Inne materiały do napawania możliwe na podstawie dodatkowych uzgodnień oraz potrzeb klienta.
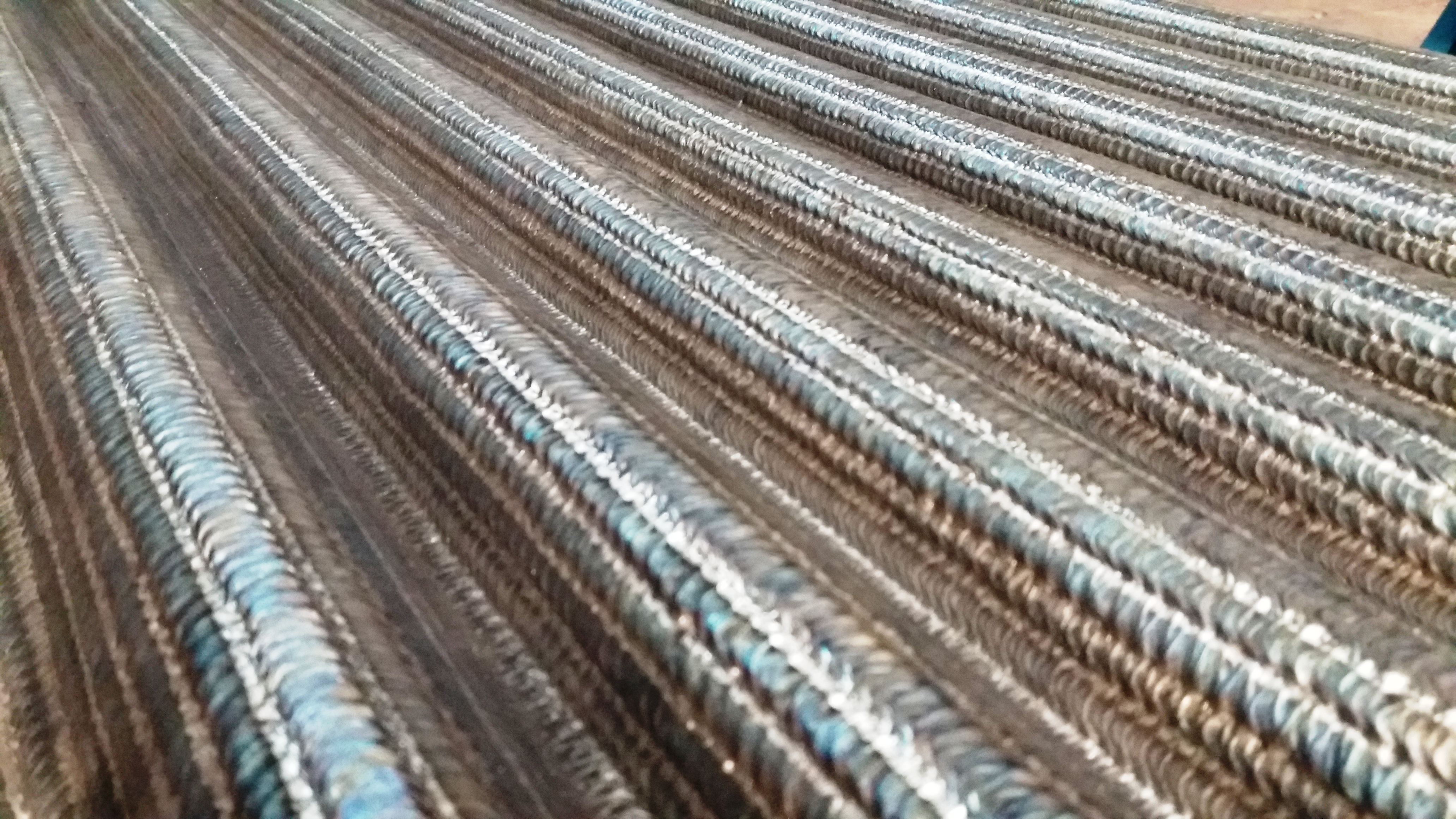


Parametry techniczne Napawania ścian szczelnych na warsztacie
- 2 wieże spawalnicze do napawania paneli ścian szczelnych (2 głowice na każdą wieżę),
- Możliwości spawalnicze – napawanie 180º (jednostronne) oraz 360º (obustronne),
- System spawania jedno oraz wielowarstwowego,
- Maksymalna długość elementu ściany szczelnej to 10000mm,
- Maksymalna szerokość elementu do napawania to 940mm
- Maksymalna długość robocza napawania to 9200mm,
- Maksymalna szerokość robocza napawania to 900mm,
- Metody spawania MIG (CMT/Puls) oraz MAG (CMT/ Puls)
- Napoiny wykonane zgodnie z Vd-TUV 1166 oraz EN 15614-7
- Grubości napoin: min 1mm, min. 2mm, 2,4mm (dla elementów giętych)
- Zawartość żelaza na powierzchni napoiny do 8% dla grubości min. 1 mm; natomiast 3% dla grubości min. 2mm,
- Czyszczenie strumieniowo ścierne przed spawaniem oraz po spawaniu w klasie czystości Sa2,5 z możliwością naniesienia dodatkowej powłoki malarskiej na czas transportu.
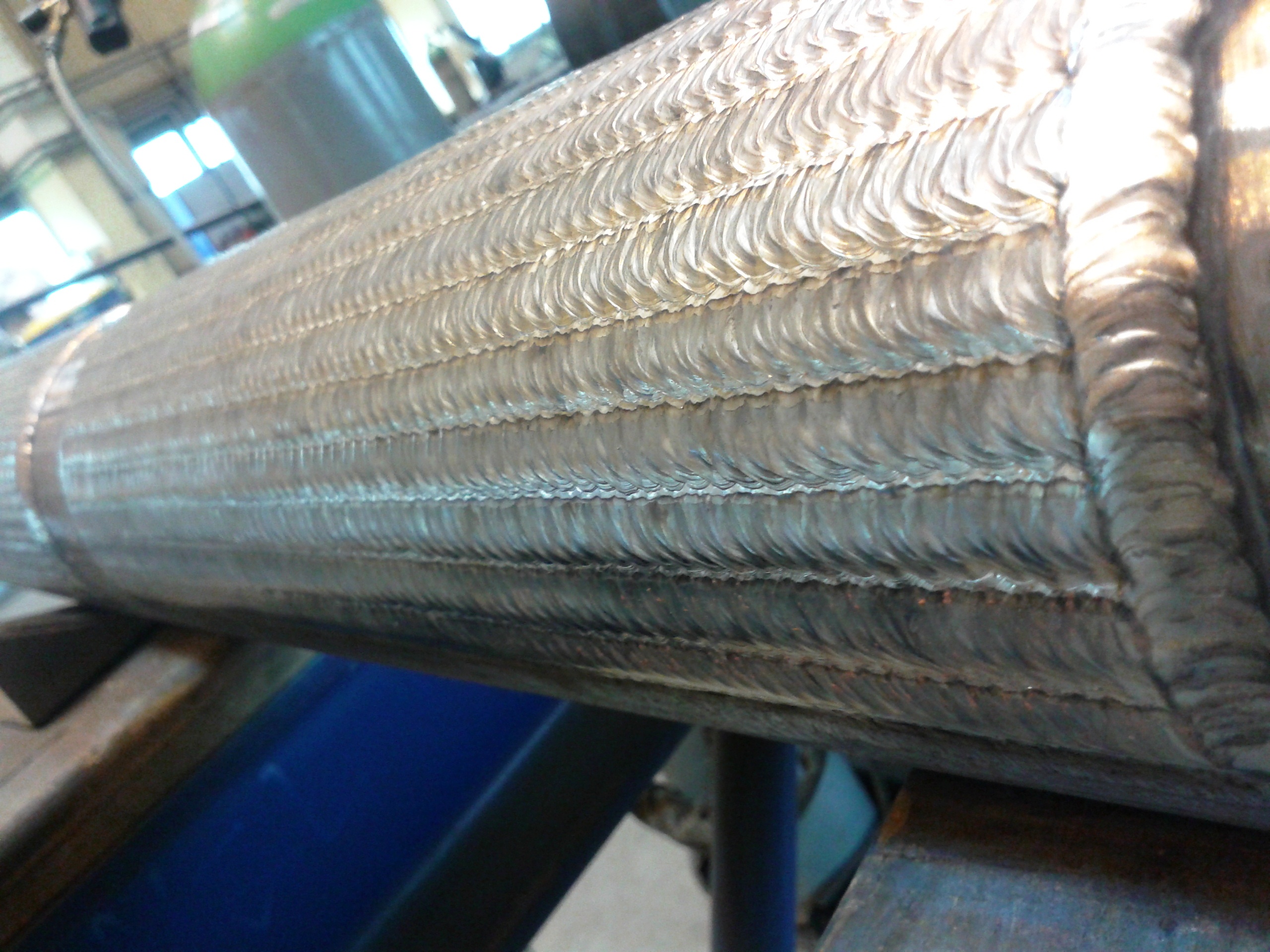
Parametry techniczne Napawania obwodowego rur na warsztacie
Rury z zakresu 30 do 168mm
Maksymalna długość 12000mm
Grubość napoiny min 1mm, min 2mm, min 2,4mm (dla elementów giętych)
Zawartość żelaza na powierzchni poziomie 1-2%
Parametry techniczne oczyszczarka Cabilux PC-CL 1243
Czyszczenie strumieniowo-ścierne obojętnymi chemicznie kulkami szklanymi w klasie czystości Sa2,5 wg. ISO 8501
Niska granulacja medium ciernego (250-350μm)
Maksymalna długość robocza czyszczonych elementów 11m
Maksymalna szerokość robocza czyszczonych elementów 2m
Maksymalna wysokość robocza czyszczonych elementów 2m
Wybrane wydajności
Praca w trybie ciągłym 24h/dobę
Ściany membranowe 25km(przy normalnym systemie pracy dwuzmianowej przez 5 dni/ tydzień.
Napawanie jednostronne ścian membranowych 180 stopni 120m2 / miesiąc
Napawanie obowodowe 360 stopni rur pojedynczych 100m2 / miesiąc
Szacunkowa pracochłonność Powłok Ochronnych ściany + rury ~3010Rbh/miesiąc (napawanie)
Szacunkowa pracochłonność Ścian Szczelnych ~6000Rbh/miesiąc


Specyfikacje napawania obwodowego rur najczęściej wykonywanymi metodami w SEFAKO
- Inconel 625 - NiCr22Mo9Nb (2.4831)
Metoda spawania MAG PULS
Gaz osłonowy Cronigon Ni10
Grubość napoiny min. 1mm
Zawartość Fe 1-2%
Układ ściegów jedno lub wielowarstwowy
Naddatek grubości do gięcia na poziomie +0,4mm
- Inconel 686 - NiCr21Mo16W (2.4606)
Metoda spawania MAG PULS
Gaz osłonowy Cronigon Ni10
Grubość napoiny min. 2mm
Zawartość Fe 1-2%
Układ ściegów jedno lub wielowarstwowy
Naddatek grubości do gięcia na poziomie +0,4mm
- 309 - X12CrNi23-13 (1.4332)Metoda Spawania MAG CMT
Gaz osłonowy M12
Grubość napoiny min. 2mm
Zawartość Cr min 20%
Układ ściegów jedno lub wielowarstwowy
Naddatek grubości do gięcia na poziomie +0,4mm
- 310 - X8CrNi25-21(1.4845)
Metoda Spawania MAG CMT
Gaz osłonowy M12
Grubość napoiny min. 2mm
Zawartość Cr 25%
Układ ściegów jedno lub wielowarstwowy
Naddatek grubości do gięcia na poziomie 0,4mm
- G 4 - MSG 3-GZ-40-T
Metoda Spawania MAG CMT
Gaz osłonowy M21
Twardość napoiny na powierzchni: 391 ÷ 421 HV5/ 38 ÷ 42 HRC
Grubość powłoki min. 2mm

Od 2011 r. w SEFAKO zrealizowano 8 dużych projektów nowych instalacji kotłowych do utylizacji odpadów, gdzie zastosowano zabezpieczenie powierzchni poprzez napawanie stopem niklowo-chromowo-molibdenowym (typu: Inconel625), celem ochrony antykorozyjnej. Dodatkowo poszerzono ofertę o nowe warstwy tj. G4, 309, 310, Inconel686 celem zwiększenia możliwości dostosowania produktu do rosnących oczekiwań klientów. Obecnie Spółka oferuje także wykonanie nowych elementów remontowych z możliwością montażu u klienta. Stale poszerzająca się oferta technologiczna SEFAKO zapewnia możliwość dostosowania produktu do potrzeb klienta.
Najczęściej stosowane materiały spawalnicze (powłokotwórcze)
- Inconel 625 - NiCr22Mo9Nb (2.4831),
- Inconel 686 - NiCr21Mo16W (2.4606),
- 309 - X12CrNi23-13 (1.4332),
- 310 - X8CrNi25-21(1.4845),
- G4 - MSG 3-GZ-40-T
*Inne materiały do napawania możliwe na podstawie dodatkowych uzgodnień oraz potrzeb klienta.
Parametry techniczne Napawania ścian szczelnych na warsztacie
- 2 wieże spawalnicze do napawania paneli ścian szczelnych (2 głowice na każdą wieżę),
- Możliwości spawalnicze – napawanie 180º (jednostronne) oraz 360º (obustronne),
- System spawania jedno oraz wielowarstwowego,
- Maksymalna długość elementu ściany szczelnej to 10000mm,
- Maksymalna szerokość elementu do napawania to 940mm
- Maksymalna długość robocza napawania to 9200mm,
- Maksymalna szerokość robocza napawania to 900mm,
- Metody spawania MIG (CMT/Puls) oraz MAG (CMT/ Puls)
- Napoiny wykonane zgodnie z Vd-TUV 1166 oraz EN 15614-7
- Grubości napoin: min 1mm, min. 2mm, 2,4mm (dla elementów giętych)
- Zawartość żelaza na powierzchni napoiny do 8% dla grubości min. 1 mm; natomiast 3% dla grubości min. 2mm,
- Czyszczenie strumieniowo ścierne przed spawaniem oraz po spawaniu w klasie czystości Sa2,5 z możliwością naniesienia dodatkowej powłoki malarskiej na czas transportu.
Parametry techniczne Napawania obwodowego rur na warsztacie
Rury z zakresu 30 do 168mm
Maksymalna długość 12000mm
Grubość napoiny min 1mm, min 2mm, min 2,4mm (dla elementów giętych)
Zawartość żelaza na powierzchni poziomie 1-2%
Parametry techniczne oczyszczarka Cabilux PC-CL 1243
Czyszczenie strumieniowo-ścierne obojętnymi chemicznie kulkami szklanymi w klasie czystości Sa2,5 wg. ISO 8501
Niska granulacja medium ciernego (250-350μm)
Maksymalna długość robocza czyszczonych elementów 11m
Maksymalna szerokość robocza czyszczonych elementów 2m
Maksymalna wysokość robocza czyszczonych elementów 2m
Wybrane wydajności
Praca w trybie ciągłym 24h/dobę
Ściany membranowe 25km(przy normalnym systemie pracy dwuzmianowej przez 5 dni/ tydzień.
Napawanie jednostronne ścian membranowych 180 stopni 120m2 / miesiąc
Napawanie obowodowe 360 stopni rur pojedynczych 100m2 / miesiąc
Szacunkowa pracochłonność Powłok Ochronnych ściany + rury ~3010Rbh/miesiąc (napawanie)
Szacunkowa pracochłonność Ścian Szczelnych ~6000Rbh/miesiąc
Specyfikacje napawania obwodowego rur najczęściej wykonywanymi metodami w SEFAKO
- Inconel 625 - NiCr22Mo9Nb (2.4831)
Metoda spawania MAG PULS
Gaz osłonowy Cronigon Ni10
Grubość napoiny min. 1mm
Zawartość Fe 1-2%
Układ ściegów jedno lub wielowarstwowy
Naddatek grubości do gięcia na poziomie +0,4mm
- Inconel 686 - NiCr21Mo16W (2.4606)
Metoda spawania MAG PULS
Gaz osłonowy Cronigon Ni10
Grubość napoiny min. 2mm
Zawartość Fe 1-2%
Układ ściegów jedno lub wielowarstwowy
Naddatek grubości do gięcia na poziomie +0,4mm
- 309 - X12CrNi23-13 (1.4332)Metoda Spawania MAG CMT
Gaz osłonowy M12
Grubość napoiny min. 2mm
Zawartość Cr min 20%
Układ ściegów jedno lub wielowarstwowy
Naddatek grubości do gięcia na poziomie +0,4mm
- 310 - X8CrNi25-21(1.4845)
Metoda Spawania MAG CMT
Gaz osłonowy M12
Grubość napoiny min. 2mm
Zawartość Cr 25%
Układ ściegów jedno lub wielowarstwowy
Naddatek grubości do gięcia na poziomie 0,4mm
- G 4 - MSG 3-GZ-40-T
Metoda Spawania MAG CMT
Gaz osłonowy M21
Twardość napoiny na powierzchni: 391 ÷ 421 HV5/ 38 ÷ 42 HRC
Grubość powłoki min. 2mm
